

-
Продукты
-
-
-
Новости
-

СВЯЖИТЕСЬ С НАМИ
Тел: 86-18663717059
Ваш email: info@knoppoauto.com
WhatsApp: 86-18663717059
VK: +8615169752806
Адрес: 2-804, дорога Фэнхуан, Цзинань, Шаньдун, Китай



Листогибочный станок серии KW12
Функции оборудования и принцип работы: Станок серии KW12 для прокатки листового металла (на примере KR12CNC-60×6000) представляет собой четырехвалковый листопрокатный станок, в основном используемый для изготовления цилиндрических сосудов под давлением. Он обладает функциями прокатки с закруглением, предварительного сгибания, корректировки круга и грубого выравнивания. Верхний валок является ведущим, он приводит в движение нижние и боковые валки за счет трения с листом и обеспечивает крутящий момент прокатки.
Ключевые слова:
Совместный сварочный робот
Данные о продуктах добавляются постепенно, и вы можете выбрать другую классификацию продуктов для просмотра продуктов
 |
Функции оборудования и принцип работы: Серия листогибочных машин KW12 (на примере KR12CNC-60×6000) представляет собой четырехвалковый листогибочный станок, в основном используемый для изготовления цилиндрических сосудов под давлением. Он оснащен функциями прокатки, предварительного гиба, корректировки круга и грубого выравнивания. Верхний валок является ведущим, он приводит в движение нижний и боковые валки за счет трения с листом и обеспечивает крутящий момент для прокатки. Нижний валок поднимается вертикально, а боковые валки поднимаются наклонно с точностью синхронизации менее 0,15 мм. Для предварительного гиба нижний валок поднимается, чтобы зажать лист, а боковые валки наклоняются вверх, завершая предварительный гиб конца листа, что позволяет выполнять гиб с малым радиусом без дополнительного оборудования для предварительного гиба. |
 |
Основные технические параметры: Модель KR12CNC-60×6000, четырехвалковая конструкция, длина валка 6100 мм, диаметр верхнего валка 880 мм, нижнего валка 840 мм, бокового валка 700 мм; Максимальная толщина прокатки 60 мм, предел текучести ≤245 МПа, длина оставшегося прямого края ≤2-2,5 толщины, максимальная толщина предварительного гиба 50 мм; Верхний валок приводится в движение 1 независимым гидравлическим мотором + планетарным редуктором с прямой муфтой, максимальная скорость прокатки около 4 м/мин; Мощность главного двигателя 45 кВт, питание 380 В трехфазное 50 Гц, оснащен системой управления ПЛК, с 4 группами/2 группами цифровых индикаторов для положения бокового/нижнего валков соответственно. |
 |
Структурный состав и основная комплектация: Конструкция включает раму (основание, фиксированная боковая рама, поворотная боковая рама), устройство верхнего валка, основное приводное устройство, устройство нижнего валка, устройство бокового валка, балансировочное устройство, поворотное устройство, гидравлическую систему, электрическую систему и др.; Основная комплектация: валки из высококачественной легированной стали 42CrMo (твердость HB260-300 после термообработки), гидравлические клапаны Yuken, основные электрические компоненты, ПЛК и экран Siemens, уплотнения из Тайваня Yx и Японии NOK, подшипники известных брендов. |
 |
Особенности и преимущества системы: Гидравлическая система: использует серию наложенных клапанов с простыми трубопроводами, включая защиту от избыточного давления, синхронизирующую цепь (точность 0,15 мм) и цепь управления скоростью, рабочее давление 19,5 МПа; Электрическая система: включает шкаф управления, консоль и ручной пульт с кнопками, с защитой главного двигателя от перегрузки и короткого замыкания, управление ПЛК снижает количество реле для высокой надежности; Преимущества: долговечная система линейных направляющих, высокоточная электронная синхронизация баланса, термообработанные валки с высокой твердостью, гидравлическая система с защитой от перегрузки, а также системы автоматической смазки, сигнализации низкого уровня масла и аварийной остановки. Подшипники большого размера повышают структурную стабильность. |
Основные характеристики четырехвалкового листогибочного станка.
| No. |
|
Позиции |
Параметры |
| 1 |
|
Модель |
KR12CNC-60×6000 |
|
2 |
Валок |
Количество валков |
4 |
| Длина валка |
6100 мм |
||
| Диаметр верхнего валка |
880 мм |
||
| Диаметр нижнего валка |
840 мм |
||
| Диаметр бокового валка |
700 мм |
||
| Минимальный диаметр при полной загрузке |
4000 мм |
||
| Материал валка |
Проверено и подтверждено Термообработанная высокопрочная кованая сталь |
||
| Термообработка валка |
HB246~302 |
||
|
3
|
Привод |
Ведущий валок |
Верхний привод |
| Система привода |
1 независимый гидравлический мотор + планетарный редуктор, напрямую соединенный с валком |
||
| Максимальная скорость прокатки |
~4 м/мин |
||
| Скорость компенсации по окружности |
Автоматическая гидравлическая компенсационная система, без потерь энергии |
||
|
4 |
Требования к прокатке |
Максимальная толщина |
60mm |
| Предел текучести листа |
σs≤245 МПа |
||
| Длина оставшегося прямого края |
≤2-2,5 толщины |
||
| Максимальная толщина предварительного гиба листа |
50mm |
||
|
5 |
Электрическая часть |
Главный двигатель |
45KW |
| Напряжение и частота |
380 В, 3 фазы, 50 Гц |
||
| Контроллер |
ПЛК |
||
| Отображение положения бокового валка |
4 группы цифровых индикаторов |
||
| Отображение положения нижнего валка |
2 группы цифровых индикаторов |
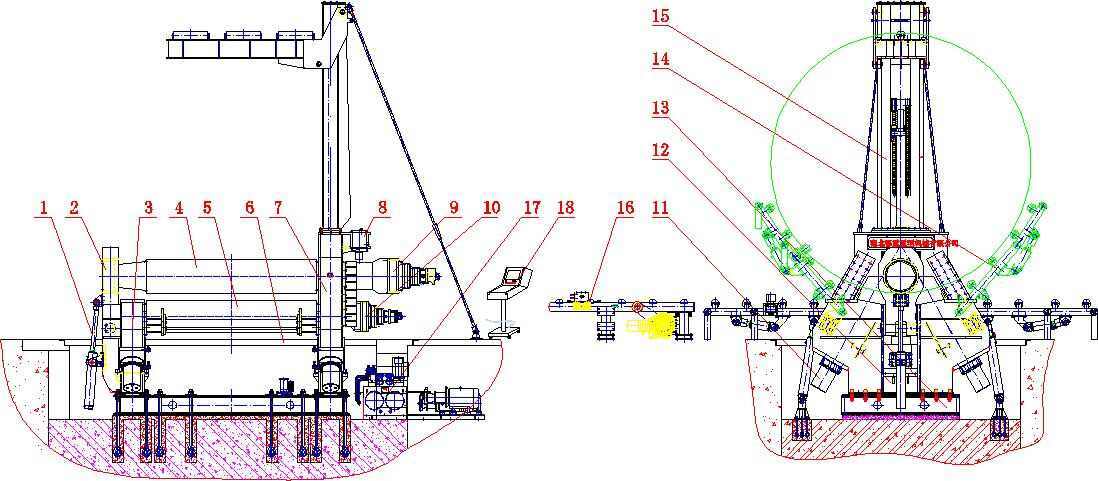
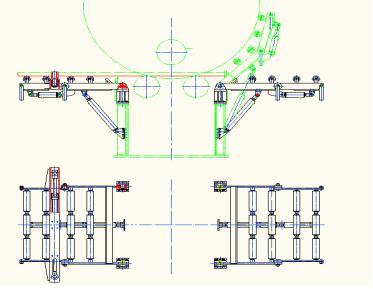
| 1. Поворот масляного цилиндра |
2. Поворот рамы |
| 3. Левая рама |
4. Верхний валок |
| 5. Боковой валок |
6. Нижний валок |
| 7. Правая рама |
8. Балансировочное устройство |
| 9. Привод верхнего валка |
10. Привод нижнего валка (опционально) |
| 11. Цилиндр бокового валка |
12. Цилиндр нижнего валка |
| 13.Base |
14. Боковая опора (опционально) |
| 15. Верхний кронштейн (опционально) |
16. Электрическая платформа подачи (опционально) |
| 17. Гидравлическая система |
18. Электронная система управления |
1. Технические характеристики вальцовочного станка.
Станок относится к четырёхвалковым гибочным станкам, используется в производстве цилиндрических сосудов под давлением, имеет функции прокатки, предварительного гиба, корректировки круга и грубой выравнивающей функции.
Верхний валок является основным приводом, приводя в движение нижний и боковые валки за счёт трения между листом и верхним валком, при этом верхний валок обеспечивает крутящий момент для прокатки.
Верхний валок является активным валком с гидравлическим приводом, нижний валок и аксессуары, боковые поворотные плоскости и подъём поддерживающих валков управляются гидравлическим давлением.
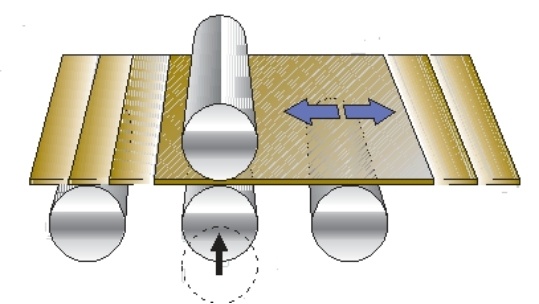
Нижний валок использует вертикальный подъём, боковой валок — наклонный подъём, поэтому ошибка синхронизации точности составляет менее 0,15 мм.
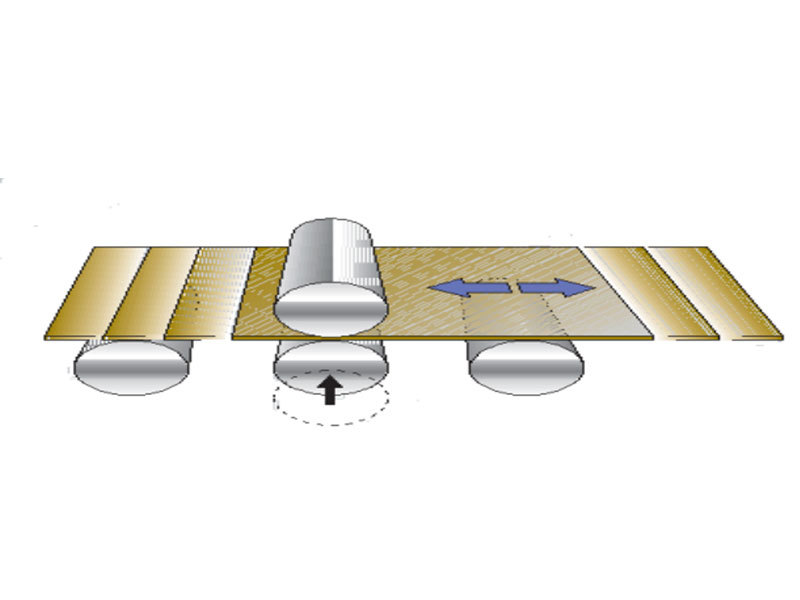
Для выполнения предварительного гиба нижний валок поднимается и зажимает лист, боковой валок наклоняется вверх, выполняя предварительный гиб края листа.
В зависимости от расположения бокового валка для регулировки положения с двух сторон, четырёхвалковый станок может выполнять симметричное или несимметричное гибание, поэтому станок может прокатывать идеальный очень маленький дугообразный прямой край с теорией остатка. По сравнению с симметричным трёхвалковым гибочным станком, четырёхвалковый станок не требует использования предварительно изогнутой прижимной пластины.
Точки смазки станка выполнены по схеме разрезного расположения.
Система управления четырёхвалковым станком использует японский интеллектуальный высокоскоростной промышленный контроллер OMRON PLC, система может управлять нижним валком и другими аксессуарами валков.
Датчики перемещения нижнего и двух боковых валков используют энкодеры, поэтому конструкция датчиков рациональна и обеспечивает долговечность.
Все подшипники, используемые в четырёхвалковом станке, должны применяться с использованием самых передовых технологий и продукции самых известных производителей.
Гидравлический цилиндр изготовлен с высокой точностью, имеет хорошее уплотнение, что снижает сброс давления и утечку уплотнительных устройств, кроме того, все уплотнительные аксессуары импортированы из-за рубежа.
Коническое устройство, используемое для прокатки конусов.
2. Основная конструкция четырёхвалкового станка.
Это оборудование состоит из рамы станка, устройства верхнего валка, главного приводного устройства, устройства нижнего валка, устройства бокового валка, балансировочного устройства, наклонного устройства, гидравлической системы, электрической системы, системы отображения и системы смазки и т.д.
 |
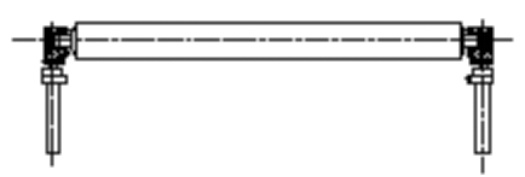
Устройство верхнего валка. Верхний валок приводится в движение главным приводным устройством для вращательного движения, оба конца поддерживаются скользящими подшипниками SP-1. Приводной конец соединён с главным приводом с помощью шпонки и открытой передачи для передачи крутящего момента. Перевернутый конец оснащён стальной втулкой. Верхний валок изготовлен из высококачественной легированной стали 42CrMo, термическая обработка с твёрдостью HB260-300. |
 |
Главное приводное устройство. Главное приводное устройство использует гидравлический мотор и планетарный редуктор для передачи крутящего момента на верхний валок. Кроме того, на высокоскоростном подшипнике редуктора установлен электрогидравлический тормоз с толкателем. Устройство нижнего валка. Нижний валок удерживается на выравнивающих подшипниках, также подшипниковый узел расположен по обеим сторонам рельса рамы и снизу соединён с поршнем цилиндра. Подшипниковый узел может подниматься или опускаться по направляющей рельсе под действием усилия. Толкание поршня может управляться гидравлической системой в соответствии с требуемой силой для зажима листа между верхним и нижним валками. |
 |
Устройство бокового валка. Боковой валок удерживается в подшипниковом узле, который расположен по обеим сторонам рельса рамы и снизу соединён с поршнем цилиндра. Подшипниковый узел может подниматься или опускаться по направляющей рельсе под действием усилия. Толкание поршня может управляться гидравлической системой в соответствии с требуемой силой для зажима листа между верхним и нижним валками. Термическая обработка с твёрдостью HB260-300. |
 |
Балансировочное устройство. Балансировочное устройство использует механизм подъёма с натяжным винтом, когда переворачивающаяся рама отходит от подшипника верхнего валка, верхний валок опускается под действием силы тяжести на конце вала, чтобы удерживать верхний валок в горизонтальном положении, фиксирующая боковая внешняя часть хвостового стержня оснащена балансировочным устройством и закреплена на основании болтами. |
 |
Устройство переворота. Устройство переворота использует масляный цилиндр, шарнир для привода переворачивающейся рамы, которая отходит от подшипника верхнего валка, чтобы можно было извлечь изделие. |
Боковое опорное устройство (опционально).
Система смазки.
Главный редуктор и привод бокового валка используют масляный бак с разбрызгиванием для смазки и естественного охлаждения. При температуре окружающей среды от -10℃ до 0℃ используйте масло N46 или N68, при температуре от 0℃ до 40℃ используйте масло N68, N100, N150 или N220. Другие точки смазки обслуживаются вручную с помощью смазочного пистолета. Рабочая среда — смазка ZGN40-1 (для зимнего использования) и ZGN40-2 (для летнего использования), смазывать один или два раза в рабочий день.
3. Гидравлическая система.
Introduction.
Гидравлическая система состоит из шестерённого насоса, группы клапанов, гидравлических соединителей, вспомогательных гидравлических частей и т.д. Кроме того, мы выбираем серию наложенных клапанов для гидравлического клапана. Простая разводка труб облегчает техническое обслуживание и наладку.
Гидравлическая система состоит из трех видов контуров: контур защиты от избыточного давления и регулирования давления, контур синхронизации и контур скорости. Система регулирования давления работает через главный предохранительный клапан. Рабочее давление системы составляет 19,5 МПа.
Синхронный контур через дроссельный клапан на ролике обеспечивает синхронизацию подъема и опускания грубого шага, регулирует дросселирование и контролирует датчик перемещения. Точность синхронного позиционирования верхнего ролика составляет 0,15 мм.
Контур управления скоростью контролирует опрокидывание боковой машины, сброс и регулировку с помощью дроссельного клапана.
Различные меры защиты.
Имеется перепускной клапан для защиты ограничения подъема и опускания верхнего ролика.
4. Электрическая система.
Электрическая система управления четырехроликового вальцовочного станка состоит из электрического шкафа управления, консоли и ручного пульта управления с кнопками. Питание 380 В / 60 Гц. Главный выключатель имеет функцию защиты от перегрузки и короткого замыкания для главного двигателя. Реверс двигателя управляется контактором переменного тока, управляющая цепь использует программируемый логический контроллер (PLC), меньше реле, надежная работа и длительный срок службы. В шкафу управления расположены все кнопки управления и индикаторы процесса прокатки готовой продукции для контроля работы станка и состояния работы.
5. Приложения к станку и список ключевых компонентов.
| No. |
Ваше имя |
Происхождение |
| 1 |
Шестеренный насос |
Хэфэй, Китай |
| 2 |
Гидравлический клапан |
Yuken |
| 3 |
Композитный подшипник |
Вафандянь, Китай |
| 4 |
Рабочий валок |
North Steel, Китай |
| 5 |
Уплотнительный элемент |
Yx, Тайвань |
| 6 |
Основные электрические компоненты |
Siemens |
| 7 |
Главный гидравлический мотор |
Siemens |
| 8 |
Уплотнение цилиндра |
NOK |
| 9 |
ПЛК |
Siemens |
| 10 |
Экран |
Siemens |
6. Преимущества четырехроликового вальцовочного станка.
| Преимущества |
|
| Система линейных направляющих, надежная и долговечная. |
Система управления с пониженным напряжением. |
| Электронная система синхронизации баланса (точность ± 0,15 мм). |
Автоматическая система сигнализации при низком уровне масла и засорении фильтра. |
| Двойной приводной ролик с 2 коробками передач и 2 гидравлическими моторами. |
Система безопасной остановки, останавливающая все движущиеся части станка. |
| Поверхность ролика с термообработкой, твердость HB260-300. |
Система линейных направляющих, более надежная и долговечная. |
| Гидравлическая система для предотвращения перегрузок. |
Подшипники большого размера, обеспечивающие более стабильную конструкцию. |
| Автоматическая система смазки. |
Все движущиеся части используют гидравлическую энергию, что делает их более надежными и долговечными. |
7. Список запасных частей.
| Ваше имя |
Номер |
| Фундаментный болт |
6 |
| Гайка |
6 |
| Композитная прокладка |
20 |
| O-rings |
20 |
| Шприц для смазки |
1 |
| Масленка |
1 |
| Инструкция по эксплуатации |
1 |
Четырехроликовый вальцовочный станок KW12CNC-60x6000




Доставка и упаковка

Выставка

Оставить заявку
Пожалуйста, заполните вашу контактную информацию и ваши потребности, и мы организуем профессионала для связи с вами!
Катушечный лазерный станок для резки
тележка для подачи рулона, разматыватель рулонов, механизм подачи, выравнивающий питатель, волоконный лазерный станок для резки
Лазерный станок для резки волокном с одной рабочей столом серии KF
Лазерный станок для резки металла с оптоволоконным лазером открытого типа KF3015 в основном применяется для резки листового металла. В наличии мощности 1500 Вт, 2000 Вт, 3000 Вт, 6000 Вт, 12 000 Вт, а также 20 кВт и 40 кВт.
Комплектная лазерная установка для резки волоконным лазером с одним столом KF3015P
Лазерный станок для резки волоконным лазером KF3015P с полным ограждением отвечает требованиям обработки деталей большинства отраслей промышленности, обеспечивая стабильную точность работы. Благодаря оптимальному выбору усилий и конструкции опорной системы, общие механические характеристики оборудования достигают высочайшего уровня. Применение передового оптического концепта позволяет значительно улучшить производительность резки. Высокоскоростная резка, автоматическая загрузка и разгрузка, а также эффективное производство позволяют снизить трудозатраты. В настоящее время лазерные станки для резки широко применяются в электронике, электроэнергетике, машиностроении, производстве комплектующих для литиевых аккумуляторов, упаковочной отрасли, солнечной энергетике, светодиодной индустрии, автомобилестроении и других сферах.
Двухстоечный волоконный лазерный станок для резки серии KF-T
Оборудование соответствует требованиям обработки деталей большинства отраслей промышленности, а точность работы остаётся стабильной. Благодаря подбору оптимальных усилий и конструктивной схемы несущих элементов обеспечивается высокая надёжность и совершенство общих механических характеристик оборудования. Применение передовых оптических решений позволяет повысить эффективность резки. Высокоскоростная резка, автоматизированная загрузка и разгрузка, а также высокая производительность позволяют снизить трудозатраты. В настоящее время лазерные станки для резки широко применяются в электронике, электротехнике, машиностроении, производстве литиевых аккумуляторов, упаковочной отрасли, солнечной энергетике, светодиодной индустрии, автомобилестроении и других сферах.
Лазерный станок для резки волоконным лазером большого формата серии KG
Поддерживает различные типы косого реза, включая A‑образный, V‑образный, Y‑образный, X‑образный и K‑образный. Единая система формирования косого среза позволяет снизить затраты.
Лазерный станок для резки волокна с полной закрытой системой серии KP
Особенности оборудования и преимущества безопасности: лазерный станок для резки волокна с полной закрытой конструкцией серии KP (модель KP3015) оснащен защитным стеклянным кожухом для лазера и рациональной системой очистки от пыли, что позволяет эффективно снижать вред для человеческого организма. Двусторонние шестигранные стержни обеспечивают общее позиционирование для повышенной устойчивости.
Оставить заявку
*Пожалуйста, держите телефон свободным, мы свяжемся с вами вовремя, или вы также можете позвонить нам напрямую в WhatsApp: +8618663717059







Получите лучшую цену на ваш продукт
